








In an SMT factory’s cost structure, nitrogen is often a line item that gets misjudged. It is not a direct material cost like solder paste, and it does not visibly determine throughput like placement equipment. Yet the monthly gas bill is real, and as industrial gas prices rise, this expense keeps climbing.
That leads to a practical question many manufacturers face: Is nitrogen a necessary process condition, or a cost that can be reduced or eliminated?
Some SMT lines operate without nitrogen, while other products require soldering under a low-oxygen atmosphere. The real discussion is not whether nitrogen “helps,” but whether nitrogen protection is justified under your current product mix: does it improve stability and reduce risk, or does it add unnecessary cost?
As more factories move from “gas purchasing” toward “process system design,” on-site nitrogen generation has become a growing option, especially modular PSA nitrogen generators used close to the SMT line.
1) Purity vs Oxygen Level: Aligning the Technical Language
Before deciding on nitrogen, it helps to align on one key concept: in practice, nitrogen purity is simply another way of stating oxygen concentration.
| Nitrogen Purity | Oxygen Level | Typical Applications |
|---|---|---|
| 99.9% | ≤1000 ppm | Consumer electronics |
| 99.99% | ≤100 ppm | Automotive electronics, communications |
| 99.999% | ≤10 ppm | Aerospace and medical electronics |
A frequently overlooked point is this: gas purity ≠ oxygen level inside the reflow oven.
Pipeline length, sealing performance, and exhaust efficiency all affect the final oxygen concentration in the furnace chamber. In real production, some factories buy 99.99% nitrogen, yet the measured oxygen level in the oven still fluctuates around 200–300 ppm.
Often the issue is not the nitrogen itself, but secondary oxygen ingress during distribution and use. This is where on-site generation has a practical advantage: nitrogen is produced and used immediately, with short piping, which significantly reduces the chance of oxygen mixing during delivery.
2) Which Products Typically Require High-Purity Nitrogen?
Not every SMT product requires nitrogen. Based on practical electronics manufacturing experience, nitrogen becomes important in the following three cases.
(1) Bottom-terminated components (QFN / LGA)
Solder joints sit beneath the package body. If oxygen is too high during reflow, flux activity can be consumed too early, leading to poor wetting and a higher risk of voids.
(2) Fine-pitch and mixed assembly processes
When pitch drops below 0.4 mm, the soldering window becomes tighter. Under nitrogen, oxidation on solder surfaces is reduced, wetting behavior is more consistent, and yield fluctuations are easier to control.
(3) High-reliability electronics
Examples include automotive, medical, and aerospace electronics. These products require stable solder quality and must pass strict quality audits. In many cases, low-oxygen soldering is already treated as a standard process requirement.
3) When Nitrogen May Be Optional
For some consumer electronics, nitrogen is not always required to “make the product.” Examples include small appliances, LED lighting, and toy electronics.
The real difference is process tolerance. When material batches vary slightly or temperature profiles drift, lines operating with nitrogen protection may still maintain stable yields, while lines without nitrogen are more likely to see batch-level defects. In other words, nitrogen often delivers value through risk control and stability, not basic manufacturability.
4) Liquid Nitrogen vs On-Site Generation: Two Supply Models

Once nitrogen use is justified, the next decision is the supply method. This determines whether nitrogen becomes a continuously fluctuating expense or a long-term operational asset.
Liquid nitrogen (LN₂): a consumption model
LN₂ offers high purity (often ≥99.999%) with low upfront investment. However, total cost includes logistics, tank rental, vaporization loss, and the operational risk of supply interruptions. Some factories have experienced line downtime caused by delayed deliveries, and pricing volatility is largely out of the user’s control.
On-site nitrogen generation: an infrastructure model

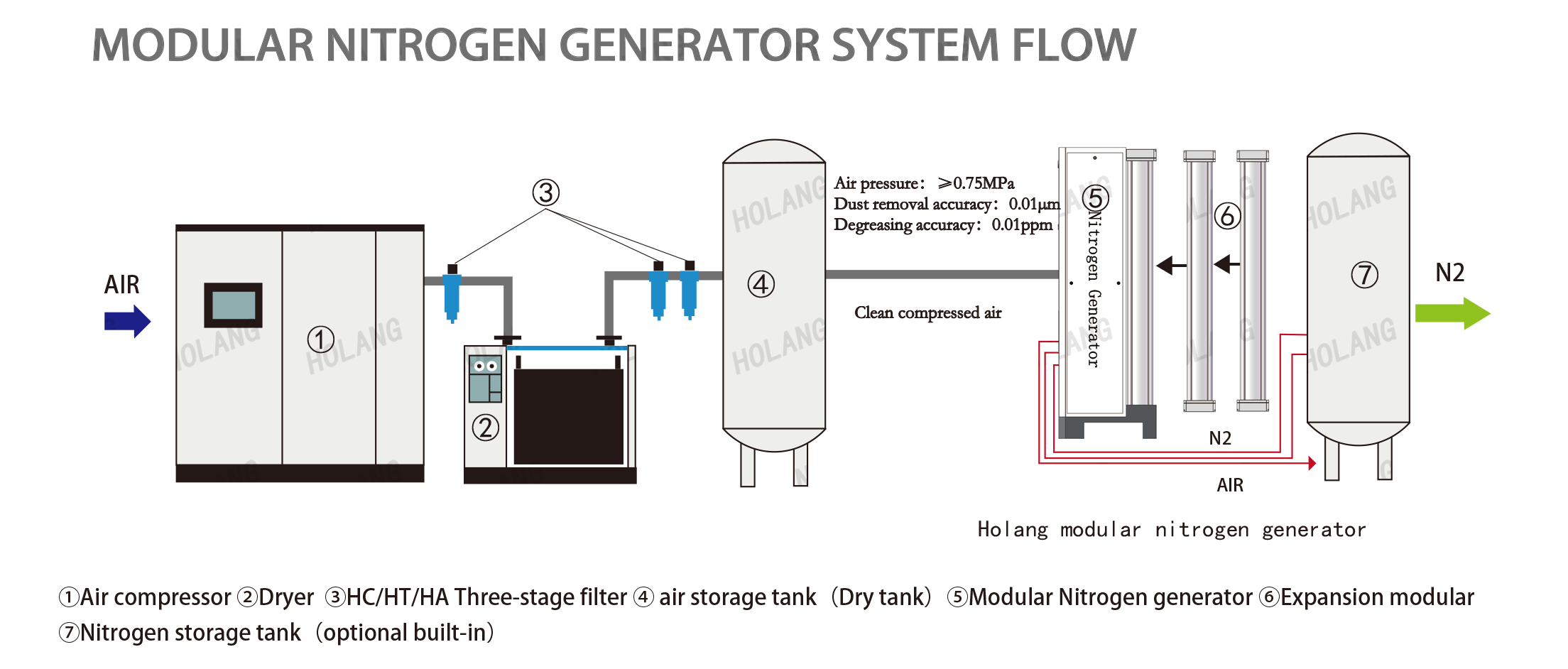
On-site systems produce nitrogen from compressed air. With mature PSA (Pressure Swing Adsorption) technology and high-quality carbon molecular sieve, stable output of 99.999% purity (≤10 ppm oxygen) is technically achievable. Newer modular PSA nitrogen generators are compact and low-noise, and in many configurations they are not treated as pressure vessels, enabling installation close to the reflow oven for “produce-and-use” operation.
5) Atmosphere Control: More Than a Gas Source
Introducing nitrogen is not just connecting a gas line. A proper reflow atmosphere solution is a closed-loop system that typically includes oxygen sensors, flow control, and feedback logic.
A production-matched system should provide:
-
Multi-zone monitoring: measure oxygen in preheat, reflow, and cooling zones, not only at the inlet.
-
Demand-based supply: adjust nitrogen flow to actual load to avoid constant high-flow waste; modular PSA systems can support on-demand generation.
-
Traceability: oxygen data can be integrated into MES as objective evidence for process compliance.
For factories with 2–4 SMT lines, modular PSA nitrogen systems are increasingly preferred due to their stability, scalability, and flexibility. A modular design can keep supply running during maintenance, expand capacity by adding modules, and avoid unnecessary energy consumption by turning modules on or off based on production demand.
Decision Recommendations
Before finalizing a nitrogen configuration, two steps are recommended.
First, measure the current state.
Regardless of whether you currently use nitrogen, measure the oxygen distribution inside the reflow oven to establish baseline data.
Second, evaluate total cost of ownership (TCO).
Compare LN₂ vs on-site generation over a 3–5 year horizon, including electricity, maintenance, capital cost, and supply chain risk.
Nitrogen is not the goal. A stable process window and controllable long-term cost are the goal. When nitrogen is treated as part of the process system rather than a consumable purchase, decision-making becomes much clearer.

Conclusion
A trend we consistently observe is that more electronics manufacturers are treating nitrogen as a controllable process variable rather than a passive consumable expense. The adoption of modular PSA nitrogen systems in SMT is not simply about replacing traditional supply modes, but about making atmosphere control adjustable: purity can match requirements, flow can follow line load, and capacity can be expanded as needed.
Next time you review your nitrogen bill, consider this: are you paying for gas, or investing in process capability?