









Model: NMA20, NMA36, NMA70
Technology: Membrane Separation Technology
Nitrogen Flow Rate:
Nitrogen Purity: ≤99.5%
Nitrogen Outlet Pressure: 0–7.9 bar & 116 psi
Operating Temperature: 5–40℃ (41–105℉)
Noise Level: 52±3 dB @ 1m
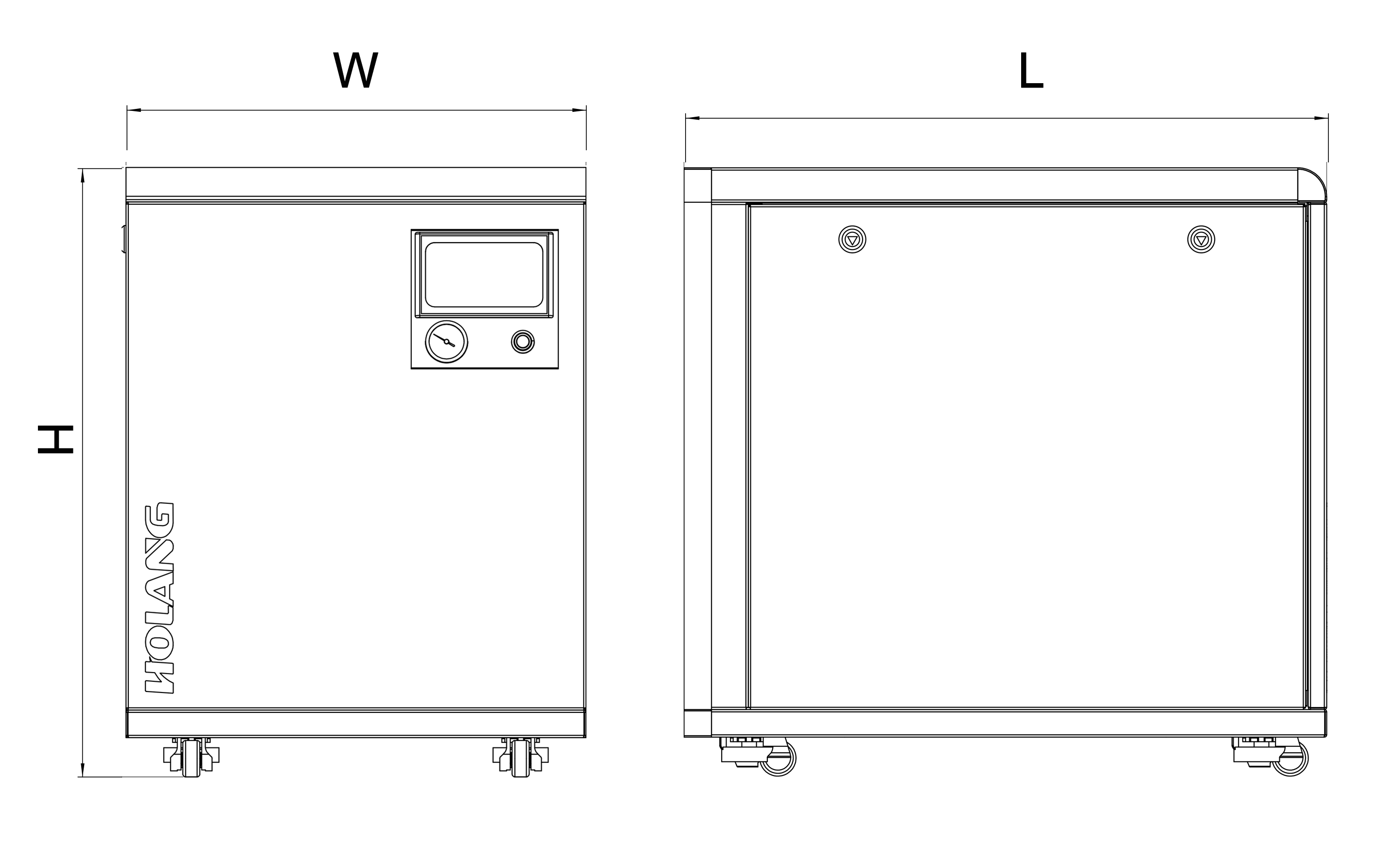
Dimensions (L × W × H):
Weight:
Power Supply: 220V ±10%, 50Hz ±10%
Power Consumption:
Certification: ISO9001:2015, CE
(Optional):
① Intelligent cloud platform for mobile online control and monitoring